2006ǯ09��12��
�ڸ�������μ�¢õˬ���Σ��ֲ����� 
Mixi��ͳ���Ҳ�ʸ�����
����������¢�������ˤ����⤷����
����ˤϸ������ܼ��¢����������ͭ����
�ʿ������˰ͤ�Τ����������������ʤ�ưո���ͭ�롣Ʊ²��ҤȤ�ͭ�뤫��͡�
01.�ֹ�����ס���̾�������¤Ź
02.�ַ�ǵ�ԡס��뾮߷��¤��
03.�����л��ס���ͭ�������¤��
04.��¿�������ס������¤�ʳ���
05.����¿��סֿ�١ס���¿���¤�ʳ���
06.��߷ǵ��ס���߷��¤�ʳ���
07.�ִ��������ס�������¤�ʳ���
08.�������ס���¼��¤��
09.��˱���ס��ڲ���¤�ʳ���
10.�ֶ⺧�ס�˭�粰��¤�ʳ���
11.��������ס���¼��¤��
12.�ִ����ס�����¤�ʳ���
13.�ֶ���ס����¤��̾��
������ͭ��ȤϤ������ָ����Բ��פ�ɽ������Ƥ���Ȥ�����ͭ�롣
���ޤǸ��ز�ǽ���ä��Τ˵ޤˡָ����Բ��פˤʤ�Ȥ����⤢�롣
ñ�˴����̩�������ͼ����Ȥ�����ͳ�⤢�����������
ï�����Ǥ����ꤷ����������ʤ����Ȥ��פ��뤳�Ȥ�ͭ�롣
��¢�˸¤餺¾�θ��ز�ˤĤ��Ƥ�����뤳�Ȥ����ɡ�
���üԤˤ⤤���������Τ�
�̿����ƶػߤǤ��ܤ��Ϥ��ʤ��Ȥ���������Ԥ��錄��
�����������ͽ���̵���Ȥ�����̵�Ǥ�Ƨ�߹���Ԥ��錄��
��Q�����Ǥ�ݤ���Ԥ��ФƤ��ޤ����Ȥ�ͭ�롣
�֤虜�虜������Ƥ�äƤ������顢��äȥ����ӥ������פȸ����Ф�������٤μԤ䡢���դ�ü���ˤ������������������Ƽ���Ԥ⾯�ʤ��ʤ��褦�˻פ���
���⡦�������Ʋ����äƤ����ˡ��虜�ȡַ����ꤽ���ʡ���ƴ��Ǥ�����οͤ��롣����ʿͤϡ֤ɤ����Ԥ��������פȸ����Ф���μ����������߽ФƤ��Ƽ��Ϥ��鸫�Ƥ���г�ΤʤΤ����ܿͤ˵��դ��ͻҤ�̵����
���ز���������Ƥ�����Ȥ���ߤϡ��������˹����ư��������¦�̤⾯�ʤ��ʤ���������������֤�����ۤ�פ˸������������Ǥ���������ǤϤʤ���
��ͤȤ��ƿʹ֤Ȥ��ơ����椫��������ط���̵���ۤˤ虜�虜�ָ������㤨��פ��Ȥ˴��դ��ʤ���͡�
�����Ǥ�����������˺Ƕ�ή�ԤΡ���ͤμҲ�ʸ��ءװ��̤ˤĤ��Ƥ�����ͭ��Τ˲ä��ơ���¢���ؤϡּ�פ椨������ä�롣
���˸Ŀ�Ū�ˤ��̤����ΤǤ��¢���ؤϲ��٤�ԤäƤ�Τ�����ɡ�ť��Ԥ��Ф��ꡢ�����ޤǤ����ʤ��Ƥ�ּ�ʬ���ݤ��������㤤���פäƤʼԤ�빽�錄�ꤷ�ơ���¢���ؤϡּ�פ椨��������Ϥ����Ǥ�ݤ��䤹���̤����롣
¢���ؤ�§���Բ��פȤ���¢������ε������Ͻ�ʬ���������դ���
�����餳������������ơ������Ȱ��⤷�Ʋ�����¢������ϤȤƤ�Ť���
�������ΰ���ɽ�������ˤʤäƤ룲����
�������פ���¼��¤�������
��¿�������פ������¤�ʳ�������˻Ǥä���
�ޤ�������ϡ������ס�
JR��������ʡ���ؤ˹ߤ�ƾ����������⣱��ʬ�塣
�����̤��龯��ݵ��Ȥ����ڡ���ͭ���ƻ�˾������롣
�����˸Ť�����¤��α��ͤ���Ω��Ω�ɤʤ����ߤ����ä���
�֤ޤܤ����μ������פξ�¤����¼��¤������Τ����ߤȹ������
���ʤ깭���Ȥ��������ߤ���˼�¢��ͭ��Ȥ�������ǡ�
���ʤ��Ȥ⤳����������ԡפȤϻפ��ʤ����������ʶ��֡�
���ͭ����֤˺ǿ��μ�¤����������¢�������줬��������
���ؼԤ�·�ä��Ȥ�����¢����˰��⤷��ĺ����

���ȸ��äƤ⣹��ξ�ܡ�¢���ˤ��뤱��ɻŹ��ˤϾ����ᤤ������
������ޤ��ǽ�����ơ����Ƥʤɤ��Ϥޤä��Ф���ȤΤ��ȡ�
�ʲ����ºݤθ��ؽ�Ȥϰۤʤ����ܼ��¤�ι�������������ޤ���
�ʥץ������ξܺ٤ʤɤ϶��̤��ޤ��Τ��̤�¢�θ��ص��ڼ�ۼ�¢��ζ�ϡ�¢�������Ȳ�������
�����������ʳ��ϼ��ҤǹԤ鷺�����ո��ˤ��붦Ʊ���ƽ���ᤫ�줿�Ƥ���Ѥ��뤽������


�빽�ʳ��ǵ���������Ƥ��뤬�������Ǿ����夬�ä��Ƥ���ޤ��Ƽ��ι����˿ʤ��Τϼ��ȡ�

���Ȥʤä��ǽ�Τ��Ƥ˿�ȿ����ʾ����ơʳݤ��ƤȤ����ˤ����Ƥ���θ���¤�������
���Ƥ��餤���ʤ����̤Τ�����Ѥ������褦�Ȥ���Τ�����ʪ��ǽ�ϸ³���Ķ����ΤDz��ʳ�����ʬ���Ƥ�����ƤƤ������Ȥˤʤ롣
���κǽ�Υ���

�������Ȥβ��٤��ݻ�����٤����������������������ٴ�����Ű�줹�٤������μ��Ϥˤ���夢�뤤�ϲ�����餻�Ʋ��٤�ԥ塼��������ǰ�����ݤĻ��Ȥߤ��ߤ����Ƥ���ȤΤ��ȡ�
����äƤ����礭���ʤä��餳����˰ܤ��ư�Ƥ�餷����

��ۤɤλŹ����Ȥϥѥ��פǷ�Ф�Ƥ�餷����
����Хե��륿�����������������Ǽ����������ʬΥ���������


���θ塢����ϲ�����ʻ��ݡˤ��ӵͤᡢ��٥�Ž��ʤɤ�ФƻԾ�˽в٤�������Ǥ���
������¼�Ȥ�������μ�¤�Ȥε����Τ褦�ʰ��֤Ť��Ǥ���
��ۤɤΥ����ˤ��Ƥ�Ť�¢�����ͭ��ޤ���
¢��ŷ���ȡ�������ʪ�����λ�����Ѥ�ȴ���Ƥ��������������褦�ʼ�Ǥ���

���⤽�������ϤޤäƤ��ʤ��Ǥ��礦�����������ʤ��Ǥ�����
������ĺ�������ꥢ�α��ˡ�
�Τʤ���μ��Ȥ����ܼ��Ź��ि��κ�Ⱦ줬����ͭ�뤽���Ǥ���
������¤�ä����̤ʤ���ɾ��ʤɤ˽��ʤ����ȤΤ��ȡ�
���������и��إ��ꥢ���ͤ�������˾��������Ƶ���ͭ��ޤ�����

���ز��¢�η�ʪ��Ф�¦�̤˲��ޤ���

�����ˡز����٤�̾��ͳ��Ȥʤä��Ť���ͤ��Ϥ��㫤��Ƥ��ޤ�����

���Ǥ⤳�ο��Ź���Ȥ��Ƥ��뤽���Ǥ���
��Ͽ夬̿��
���ΰ�ͤ�¢����ˤ��Τ�Τȸ�����Ǥ��礦��
���ΰ�ͤ�褦��¢����¼�ȤβȲ��ߤ��¤�Ǥ��ޤ���
�������˲���ݰ�θŤ����ڤ��ʤ�Ǥ��ޤ�����

ŷ����ǰʪ�������������ˤʤä�������𣷣���ǯ�θ��ڤǡ�
��ǯ���˼���ˤ�äƼ��Ť���ƺ��ʤ������ʤ��館�Ƥ��ޤ���
���ε������¤¢��ľ���������������Ƥ����Τ��ȡ�

������¢������ˤ��Ť��ΤǤ����餳���ڤκߤ뤳�Ȥ������¢����ƤƤ������ǡ���꤯���������Ѥ��Ƥ��ޤ���
�����ȸ����Ф���¢���ι������ϤΥ���������ή�夬�������ޤ�Ƥ��ޤ���

������ˤ�ʬ�夬����ͭ�뤽���ǡ�������Σ��ܡ�
���줬
��������¼ʬ�塣
����¼�פ�̾�����Ȥ��Ƥ���Ȥ�����⿼�����ǡ�
���ߤ���ˤϿ�־������סˡ�

����ͤ�ȴ����ȱ��ϤΤ褦�ʿ�ϩ���̤��Ƥ��ޤ���

����Ͽ屿�ˤ����Ѥ��������Ǥ���
����ˤ錄�����Ѥ����ʬ�塢�������ˤ⤤�������Ϥ������Ȥ������Ѥ����褦�Ǥ���
ʬ���ˤϼ�����ɸ�줬���Ƥ��Ƥ��ޤ���

���������������夬��־�����ư�Ϥ����ޤ��Ѥ�����⤢�ä��ȤΤ��ȡ�

���ǤϤ��η�ʪ�ȿ�ϩ�ȼ������б��ʤɤ�������֤���Ƥ�������Ǥ���


���ز�κǸ�ϻ��������ĺ���ޤ�����

�����ࡢ���줾����ħŪ�ʤ���Ǥ���
���Ρز����١�
̾����ͳ������ݰ���Ƥΰ�ͤǤ�����
�֤ޤܤ����μ�פȤΰ�̾�ϸ�����Υ�����꤬�Ρ�
�ʤ��ʤ��������Τ���¢������Τ褦�Ǥ���
����̣����
�ޤ��������ܾ�¤��
��Υ�����꤫�餹��ȡ����줳�����ز����٤δ��ĤȤ�����뤪��Ǥ��礦��

�������������߸����μ�Ǥ��ʾСˡ�
�ǽ�ϥ���ȸ��äƼ椫��ʤ��ΤǤ����ﲹ�Ǥ����˰�����ʤ����褤�ݤ���
���ϵ�������ʤ����ƶ��������

�����������ؤˤ��ä���͵��Ǥ����͡�
���åѥ�Ȥ������߸��ˡ��ۤɤۤɤι���ɤ��Ǥ���
�Ǹ�Ͼ��Ӥ����̸����ʤΡ��Ĥ���ס�
��Ҥθ�ŵŪ�ʼ�¤���Ԥäơ��������ʤ�ǽ������Ǥ���
���������Ƥ������ʤ�Ǥ��礦�������μ��¤������¾�μ�˳Ӥ٤�ø��˴����ޤ���
¢���ι��ߤ��ֿɸ��פ����餳���������������Τ�ޤ���
�ʤ�Ȥ������ȴŤ���¿����ǥ��åѥ�Ȱ��ߤ䤹����
��֥ҥޤΥ��˰¤�β�������ʤΤ�¢���ΰյ����ޤ��ʡ�
�����������ä������ز�Ȥ��Ƥΰ��ֿ͵��ϣ����ܤν��ƶ��������ä��Ȼפ��ޤ���
���ͤ����ä������ߤʤΤǡʾС˻���Ǥ�Ǹ�ޤ������ܾ�¤�����Ƥ���ޤ�����
����¢�������������Τ���Τ����˶�̣�����Ǥ��͡�
�ޤ��Ǥ������ȻפäƤ��ޤ���
����������¢�������ˤ����⤷����
����ˤϸ������ܼ��¢����������ͭ����
�ʿ������˰ͤ�Τ����������������ʤ�ưո���ͭ�롣Ʊ²��ҤȤ�ͭ�뤫��͡�
01.�ֹ�����ס���̾�������¤Ź
02.�ַ�ǵ�ԡס��뾮߷��¤��
03.�����л��ס���ͭ�������¤��
04.��¿�������ס������¤�ʳ���
05.����¿��סֿ�١ס���¿���¤�ʳ���
06.��߷ǵ��ס���߷��¤�ʳ���
07.�ִ��������ס�������¤�ʳ���
08.�������ס���¼��¤��
09.��˱���ס��ڲ���¤�ʳ���
10.�ֶ⺧�ס�˭�粰��¤�ʳ���
11.��������ס���¼��¤��
12.�ִ����ס�����¤�ʳ���
13.�ֶ���ס����¤��̾��
������ͭ��ȤϤ������ָ����Բ��פ�ɽ������Ƥ���Ȥ�����ͭ�롣
���ޤǸ��ز�ǽ���ä��Τ˵ޤˡָ����Բ��פˤʤ�Ȥ����⤢�롣
ñ�˴����̩�������ͼ����Ȥ�����ͳ�⤢�����������
ï�����Ǥ����ꤷ����������ʤ����Ȥ��פ��뤳�Ȥ�ͭ�롣
��¢�˸¤餺¾�θ��ز�ˤĤ��Ƥ�����뤳�Ȥ����ɡ�
���üԤˤ⤤���������Τ�
�̿����ƶػߤǤ��ܤ��Ϥ��ʤ��Ȥ���������Ԥ��錄��
�����������ͽ���̵���Ȥ�����̵�Ǥ�Ƨ�߹���Ԥ��錄��
��Q�����Ǥ�ݤ���Ԥ��ФƤ��ޤ����Ȥ�ͭ�롣
�֤虜�虜������Ƥ�äƤ������顢��äȥ����ӥ������פȸ����Ф�������٤μԤ䡢���դ�ü���ˤ������������������Ƽ���Ԥ⾯�ʤ��ʤ��褦�˻פ���
���⡦�������Ʋ����äƤ����ˡ��虜�ȡַ����ꤽ���ʡ���ƴ��Ǥ�����οͤ��롣����ʿͤϡ֤ɤ����Ԥ��������פȸ����Ф���μ����������߽ФƤ��Ƽ��Ϥ��鸫�Ƥ���г�ΤʤΤ����ܿͤ˵��դ��ͻҤ�̵����
���ز���������Ƥ�����Ȥ���ߤϡ��������˹����ư��������¦�̤⾯�ʤ��ʤ���������������֤�����ۤ�פ˸������������Ǥ���������ǤϤʤ���
��ͤȤ��ƿʹ֤Ȥ��ơ����椫��������ط���̵���ۤˤ虜�虜�ָ������㤨��פ��Ȥ˴��դ��ʤ���͡�
�����Ǥ�����������˺Ƕ�ή�ԤΡ���ͤμҲ�ʸ��ءװ��̤ˤĤ��Ƥ�����ͭ��Τ˲ä��ơ���¢���ؤϡּ�פ椨������ä�롣
���˸Ŀ�Ū�ˤ��̤����ΤǤ��¢���ؤϲ��٤�ԤäƤ�Τ�����ɡ�ť��Ԥ��Ф��ꡢ�����ޤǤ����ʤ��Ƥ�ּ�ʬ���ݤ��������㤤���פäƤʼԤ�빽�錄�ꤷ�ơ���¢���ؤϡּ�פ椨��������Ϥ����Ǥ�ݤ��䤹���̤����롣
¢���ؤ�§���Բ��פȤ���¢������ε������Ͻ�ʬ���������դ���
�����餳������������ơ������Ȱ��⤷�Ʋ�����¢������ϤȤƤ�Ť���
�������ΰ���ɽ�������ˤʤäƤ룲����
�������פ���¼��¤�������
��¿�������פ������¤�ʳ�������˻Ǥä���
�ޤ�������ϡ������ס�
JR��������ʡ���ؤ˹ߤ�ƾ����������⣱��ʬ�塣
�����̤��龯��ݵ��Ȥ����ڡ���ͭ���ƻ�˾������롣
�����˸Ť�����¤��α��ͤ���Ω��Ω�ɤʤ����ߤ����ä���
�֤ޤܤ����μ������פξ�¤����¼��¤������Τ����ߤȹ������
���ʤ깭���Ȥ��������ߤ���˼�¢��ͭ��Ȥ�������ǡ�
���ʤ��Ȥ⤳����������ԡפȤϻפ��ʤ����������ʶ��֡�
���ͭ����֤˺ǿ��μ�¤����������¢�������줬��������
��������Ū��¤����
���ؼԤ�·�ä��Ȥ�����¢����˰��⤷��ĺ����
���ȸ��äƤ⣹��ξ�ܡ�¢���ˤ��뤱��ɻŹ��ˤϾ����ᤤ������
������ޤ��ǽ�����ơ����Ƥʤɤ��Ϥޤä��Ф���ȤΤ��ȡ�
�ʲ����ºݤθ��ؽ�Ȥϰۤʤ����ܼ��¤�ι�������������ޤ���
�ʥץ������ξܺ٤ʤɤ϶��̤��ޤ��Τ��̤�¢�θ��ص��ڼ�ۼ�¢��ζ�ϡ�¢�������Ȳ�������
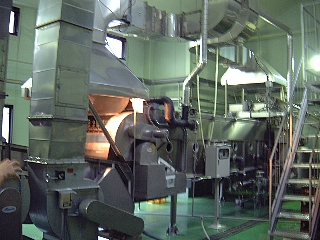
1-1.����
����¢���Ǥϻ��Ķӡ���ɴ���С��㤮���¤���Ѥ���ȤΤ��ȡ������������ʳ��ϼ��ҤǹԤ鷺�����ո��ˤ��붦Ʊ���ƽ���ᤫ�줿�Ƥ���Ѥ��뤽������
1-2.����
�����θ������˸����Ƥ���Τ����ƥޥ���1-3.����
���Ƶ��ȥ٥�ȥ���٥��ǷҤ��줿�٤˾��Ƶ����빽�ʳ��ǵ���������Ƥ��뤬�������Ǿ����夬�ä��Ƥ���ޤ��Ƽ��ι����˿ʤ��Τϼ��ȡ�
1-4.����
���ٴ������줿�����ʤΤ褦�ʶ��֤Ǿ��������Ƥ˹�����ĤΤ��Ԥġ�1-5.����
����������ι����Ϥޤ����Ϥ���Ƥ��ʤ��ΤǶ��äݤǤ������Ȥʤä��ǽ�Τ��Ƥ˿�ȿ����ʾ����ơʳݤ��ƤȤ����ˤ����Ƥ���θ���¤�������
���Ƥ��餤���ʤ����̤Τ�����Ѥ������褦�Ȥ���Τ�����ʪ��ǽ�ϸ³���Ķ����ΤDz��ʳ�����ʬ���Ƥ�����ƤƤ������Ȥˤʤ롣
���κǽ�Υ���
�������Ȥβ��٤��ݻ�����٤����������������������ٴ�����Ű�줹�٤������μ��Ϥˤ���夢�뤤�ϲ�����餻�Ʋ��٤�ԥ塼��������ǰ�����ݤĻ��Ȥߤ��ߤ����Ƥ���ȤΤ��ȡ�
1-6.�Ź�
���Ҥμ��쥿���٤˰췲�ξ����礭�ʥ�������äƤ����礭���ʤä��餳����˰ܤ��ư�Ƥ�餷����
1-7.�ʤ�
���ε�����������ޤ���Ư�ʳ��ˤʤ��Τǽ�����ξ�������ۤɤλŹ����Ȥϥѥ��פǷ�Ф�Ƥ�餷����
����Хե��륿�����������������Ǽ����������ʬΥ���������
1-8.����
�ʤä��������¢���륿�����θ塢����ϲ�����ʻ��ݡˤ��ӵͤᡢ��٥�Ž��ʤɤ�ФƻԾ�˽в٤�������Ǥ���
�������ͭ���¤�ȤȤ���
������¼�Ȥ�������μ�¤�Ȥε����Τ褦�ʰ��֤Ť��Ǥ���
ʡ��¼��̾����塹�ĤȤ�Ƥ�����ɤ���¼�Ȥϡ�ʸ��5��1822��ǯ�����ܴ���Ϻ�μ�ˤ��¤��Ȥ����ȶȤ���������¢���Ȥ��Ƥ���ߤϤ��ޤ�����
��ɤ����������ޤ�����Ź�Ȥ��ơ����ӡ�¿���϶衢���������� ���ΰ����ˤ�24��Ź¢�������б��̡������̤ˤ����Ƴ�¢���Ƴ��������ô�äƤ��ޤ�����
http://www.seishu-kasen.com/yurai/yur2.html#1
��ۤɤΥ����ˤ��Ƥ�Ť�¢�����ͭ��ޤ���
¢��ŷ���ȡ�������ʪ�����λ�����Ѥ�ȴ���Ƥ��������������褦�ʼ�Ǥ���
���⤽�������ϤޤäƤ��ʤ��Ǥ��礦�����������ʤ��Ǥ�����
������ĺ�������ꥢ�α��ˡ�
�Τʤ���μ��Ȥ����ܼ��Ź��ि��κ�Ⱦ줬����ͭ�뤽���Ǥ���
������¤�ä����̤ʤ���ɾ��ʤɤ˽��ʤ����ȤΤ��ȡ�
���������и��إ��ꥢ���ͤ�������˾��������Ƶ���ͭ��ޤ�����
���ز��¢�η�ʪ��Ф�¦�̤˲��ޤ���
�����ˡز����٤�̾��ͳ��Ȥʤä��Ť���ͤ��Ϥ��㫤��Ƥ��ޤ�����
���Ǥ⤳�ο��Ź���Ȥ��Ƥ��뤽���Ǥ���
��Ͽ夬̿��
���ΰ�ͤ�¢����ˤ��Τ�Τȸ�����Ǥ��礦��
���ΰ�ͤ�褦��¢����¼�ȤβȲ��ߤ��¤�Ǥ��ޤ���
�������˲���ݰ�θŤ����ڤ��ʤ�Ǥ��ޤ�����
ŷ����ǰʪ�������������ˤʤä�������𣷣���ǯ�θ��ڤǡ�
��ǯ���˼���ˤ�äƼ��Ť���ƺ��ʤ������ʤ��館�Ƥ��ޤ���
���ε������¤¢��ľ���������������Ƥ����Τ��ȡ�
������¢������ˤ��Ť��ΤǤ����餳���ڤκߤ뤳�Ȥ������¢����ƤƤ������ǡ���꤯���������Ѥ��Ƥ��ޤ���
�����ȸ����Ф���¢���ι������ϤΥ���������ή�夬�������ޤ�Ƥ��ޤ���
������ˤ�ʬ�夬����ͭ�뤽���ǡ�������Σ��ܡ�
���줬
��������¼ʬ�塣
����¼�פ�̾�����Ȥ��Ƥ���Ȥ�����⿼�����ǡ�
���ߤ���ˤϿ�־������סˡ�
����ͤ�ȴ����ȱ��ϤΤ褦�ʿ�ϩ���̤��Ƥ��ޤ���
����Ͽ屿�ˤ����Ѥ��������Ǥ���
����ˤ錄�����Ѥ����ʬ�塢�������ˤ⤤�������Ϥ������Ȥ������Ѥ����褦�Ǥ���
ʬ���ˤϼ�����ɸ�줬���Ƥ��Ƥ��ޤ���
���������������夬��־�����ư�Ϥ����ޤ��Ѥ�����⤢�ä��ȤΤ��ȡ�
���ǤϤ��η�ʪ�ȿ�ϩ�ȼ������б��ʤɤ�������֤���Ƥ�������Ǥ���
����������
���ز�κǸ�ϻ��������ĺ���ޤ�����
�����ࡢ���줾����ħŪ�ʤ���Ǥ���
���Ρز����١�
̾����ͳ������ݰ���Ƥΰ�ͤǤ�����
�֤ޤܤ����μ�פȤΰ�̾�ϸ�����Υ�����꤬�Ρ�
���Ͼ���50ǯ���塣�����ϡ�����̤ʹ�λ�ߤ���ꤷ�ޤ�����
��ȴ���ι������ؤ롢�ܾ�¤��¤�롣���������Ȥ������䤹��ס�
����ϸ�����15����¼Ⱦ��Ϻ������ǤǤ��������̾�ϡؤޤܤ����μ����١�
���������줿��ϡ�����ޤǤ���ʤ�ͥ�줿������顢���̤δ֤���ɾȽ��
�ʹߡ������Ȥ����С֤ޤܤ����פ�������̾��Ȥʤäƺ����˻�äƤ��ޤ���
�פ��л�ɤ�����ˤ����塦Ⱦ��Ϻ�Τ���ʥ��ԥ����ɤ�ĤäƤ��ޤ���
�������桦��塣
�Ť���ƤϤ䤵�졢��������Ĺ�Ǥ���ɤ�������ˤ�������Ǥ�����
�λ�ϻפ�;�äƿʸ������Ȥ�������������������Ϥ��äѤ���ͤäѤͤ������Ǥ���۩����
�֤Ф���������ͤ����Τ�����ݤߤϡ����ޤȸ�������ͤ��������ޤˤϡ���潤���Ф�����פȡ�
http://www.seishu-kasen.com/yurai/yur2.html#3
�ʤ��ʤ��������Τ���¢������Τ褦�Ǥ���
����̣����
�ޤ��������ܾ�¤��
��Υ�����꤫�餹��ȡ����줳�����ز����٤δ��ĤȤ�����뤪��Ǥ��礦��
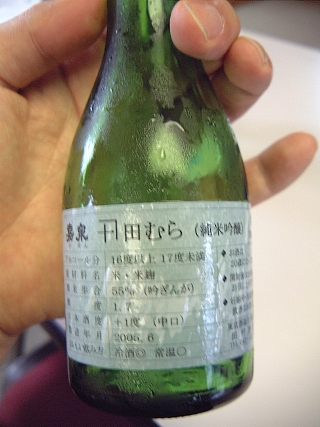
�����ܾ�¤�� ���μ�
��¤��Ŭ�Ƥ�60��ޤ����Ƥ�������������Ѥ��������ܾ�¤�ݸ��ˤ��ơ�̣�Τդ���ߤ����ꡢ���ä���Ȥ������߸������ĤޤǤ����˰�����ʤ�������ɤ�������̥�ϡ��ޤ���ˬ���⤭õ�����븸�μ��ռ��ѡ�����Ѥ˺�Ŭ��
������� 60��
���ܼ��� �ܣ���
���� 1.����
���륳�����ٿ� 15�ٰʾ�16��̤��
������ ��ﲹ���̤����
720ml�� \1,003
http://www.seishu-kasen.com/omot/omo_hon.html
�������������߸����μ�Ǥ��ʾСˡ�
�ǽ�ϥ���ȸ��äƼ椫��ʤ��ΤǤ����ﲹ�Ǥ����˰�����ʤ����褤�ݤ���
���ϵ�������ʤ����ƶ��������
���ƶ��������
��¤��Ŭ�Ƥ�����Ƥ����紨���ޡ��λ�ã�������Ф������ƶ���������褯��̣ø��ʤᤫ��ʹ��������Ȥ��˴ޤ߹�����餷�������ô����դ������
������� 55��
���ܼ��� �ܣ���
���� 1.6��
���륳�����ٿ� 15�ٰʾ�16��̤��
������ ��ﲹ��
��¸��ˡ ����¢
720ml�� \1,612
http://www.seishu-kasen.com/omot/omo_nam.html
�����������ؤˤ��ä���͵��Ǥ����͡�
���åѥ�Ȥ������߸��ˡ��ۤɤۤɤι���ɤ��Ǥ���
�Ǹ�Ͼ��Ӥ����̸����ʤΡ��Ĥ���ס�
��Ҥθ�ŵŪ�ʼ�¤���Ԥäơ��������ʤ�ǽ������Ǥ���
�Ĥ��
��긩���μ�¤��Ŭ�ơֶ㤮�פ�55��ޤǹ����Ƥ����㲹Ĺ���ҤǾ�¤����֤Τ���������������������Ѥ������ƶ����̣�ȹ�꤬��̯��¢���첡���μ�������䤫�ˤ��ƥե롼�ƥ���������;������������
������� 55��ʶ㤮��
���ܼ��� ��1��
���� 1.7��
���륳�����ٿ� 16�ٰʾ�17��̤��
������ ��䡢�ﲹ
720ml�� \1,400
http://www.seishu-kasen.com/omot/omo_to
���������Ƥ������ʤ�Ǥ��礦�������μ��¤������¾�μ�˳Ӥ٤�ø��˴����ޤ���
¢���ι��ߤ��ֿɸ��פ����餳���������������Τ�ޤ���
�ʤ�Ȥ������ȴŤ���¿����ǥ��åѥ�Ȱ��ߤ䤹����
��֥ҥޤΥ��˰¤�β�������ʤΤ�¢���ΰյ����ޤ��ʡ�
�����������ä������ز�Ȥ��Ƥΰ��ֿ͵��ϣ����ܤν��ƶ��������ä��Ȼפ��ޤ���
���ͤ����ä������ߤʤΤǡʾС˻���Ǥ�Ǹ�ޤ������ܾ�¤�����Ƥ���ޤ�����
����¢�������������Τ���Τ����˶�̣�����Ǥ��͡�
�ޤ��Ǥ������ȻפäƤ��ޤ���
ruminn_master at 2006ǯ09��12����11:30���ڸ�������μ�¢õˬ���Σ��ֲ�������������(0)���ȥ�å��Хå�(1)

Tweet
����Υϥʥ� | �����ȥ����ƼҲ�ʸ���
Tweet
����Υϥʥ� | �����ȥ����ƼҲ�ʸ���
�ȥ�å��Хå�URL
�ȥ�å��Хå�����
1. 9��12������¤���إ�ݡ��ȡ� [ MQ blog. ] 2006ǯ09��21�� 18:05
2006ǯ9��12������¿�����̤˼�¤���ؤ˹ԤäƤ��ޤ�����
����ȯü�ϡ����ܺ���ΣӣΣӤǤ���
mixi�Υ��ߥ�˥ƥ��ΤҤȤ�
�ּҲ�ʸ��ؤ˹Ԥ������ץ��ߥ��
�ʲ��Τ褦���罸������...



